暔憿傝偺尨揰
俥俥幵梡
挻戝暔僟僀僇僗僩嬥宆傪愝寁偟偨
庒幰払
2001.6.15丂戞2夞峏怴
1.俥俥幵
崱偐傜擇廫悢擭慜乮徍榓俆侽擭戙乯丄偍傝偟傕擔杮偼僆僀儖僔儑僢僋偺
屻堚徢偱僈僜儕儞壙奿偼崅摣偟掅擱旓幵偺奐敪偑媫偑傟偰偄偨丅堦曽僄儞僕儞
偺攔弌僈僗懳嶔偱惈擻偼慡懱揑偵掅柪偟丄僄儞僕儞偺擱旓岦忋丄
幵椉偺寉検壔偼懸偭偨側偟偺忬嫷偱偁偭偨丅
偙偺忬嫷傪懪奐偡傞偨傔崱傑偱帺幮偲偟偰偼検嶻宱尡偺側偄俥俥幵傪
憿傠偆偲偟偨儊亅僇亅偑偁偭偨丅
俥俥幵偼偁偺廳偄揝僷僀僾偺僾儘儁儔僔儍僼僩偑晄梫偲側傝幵偺彴柺偑
僼儔僢僩偵弌棃傞偨傔彫宆幵偱傕幒撪嬻娫偑峀偔偲傟丄偍傑偗偵僄儞僕儞偲
儈僢僔儑儞丄僨僼傪幵偺慜曽偵揨傔傞偨傔丄偄偔偮偐偺婡擻晹昳偑1偮偵廤栺
偝傟丄幵慡懱偲偟偰傕僐儞僷僋僩偱寉検愝寁偑壜擻偲側傞丅
2.丂1500c.c俥俥幵梡僩儔儞僗傾僋僗儖働亅僗偲嬥宆愝寁
丂偙偺堦懱壔偝傟偨晹昳偼僩儔儞僗傾僋僗儖働亅僗乮儅僯儏傾儖乯偲偄偭偰
幵偺慜曽偵攝抲偝傟偨僄儞僕儞偺夞揮椡傪慜椫偵揱偊傞偨傔偺憰抲偱丄
崱傑偱尒偨偙偲傕側偄傛偆側暋嶨偱戝暔偺僟僀僇僗僩晹昳偩偭偨丅
戝偒偝傕崱傑偱偺嵟戝媺偺僟僀僇僗僩儅僔儞偱乮宆掲傔椡1650僩儞乯
拻憿偟側偗傟偽側傜側偄丅
丂屆偄楌巎傪帩偮拻暔嬈奅偱偼偁傞偑丄偙偺夛幮偱偼僟僀僇僗僩拻憿偼堦斣
怴偟偔摫擖偟偨拻憿朄偱僟僀僇僗僩偺宱尡幰偼彮側偔丄媄弍幰偼慡堳庒偄丅
偙偺傾僋僗儖働亅僗梡嬥宆偺愝寁偼偦偺拞偱傕宱尡偺堦斣挿偄僠亅僼
媄弍幰偑宆偺峔憿丄傾儖儈梟搾傪懪偪崬傓搾摴摍偺峔憐愝寁傪
扴摉偟丄拞寴丄庒庤偑偦偺嵶晹愝寁傪偡傞偲偄偆僠亅儉
曇惉偱偍偙側偭偨丅
偙傟偩偗暋嶨側晹昳偺嬿乆偵傑偱傾儖儈偺梟搾傪堦弖偺撪偵峴偒搉傜偣傞偙偲丄
偦偺梟搾傪宆撪椻媝偱媫懍偵嬅屌偝偣丄宆偐傜奜偟偨惢昳偺宍忬丄悺朄傪旕忢
偵尩偟偄岞嵎撪偵擖傟傞偲偄偆傛偆側宱尡偼偄傑偩偐偭偰側偄丅
彫暔晹昳偺媄弍僨亅僞傪嶲徠偟側偑傜丄曗惓抣傪壛偊嬥宆愝寁傪恑傔偰偄偭偨丅
弌棃忋偑偭偨嬥宆偼傾僋僗儖偺撪晹宍忬傪宍嶌傞僗儔僀僪擖傟巕傪3屄旛偊偨
崅偝1.1倣墶暆3.5倣偺嫄戝側傕偺偲側偭偨丅
丂僥僗僩拻崬傒偱偼宆愝寁偵実傢偭偨媄弍幰丄愝旛媄弍幰
偼枅擔拫偺娫帺傜拻崬傒丄僨亅僞傪嵦傝丄梉曽偐傜偦偺僨亅僞傪帩偪婑偭偰
崱擔偺寢壥偲偦偺懳嶔丄柧擔偺僥僗僩寁夋偵偮偄偰媍榑偟怺栭偵側傞偙偲傕
忢偩偭偨丅
摿偵僥僗僩寢壥偵傛偭偰偼偦偺栭偺偆偪偵帺傜嬥宆傪嶍傝傾儖儈梟搾傪懪偪崬
傓搾摴傪曄峏偡傞偙偲傕偟偽偟偽偩偭偨丅
偦偺傛偆偵偟偰偙偺暋嶨丄戝暔晹昳偺宍忬丄悺朄丄撪晹昳幙偲傕姰惉偟丄
摉弶寁夋捠傝乮倱53/8乯俥俥戞1崋幵偑敪攧偝傟傞偙偲偵側偭偨丅
4. 挻戝暔僟僀僇僗僩嬥宆傪愝寁偟偨庒幰払
偙偺傛偆偵偟偰憿傜傟偨俥俥幵偺傛偝偑擣抦偝傟丄彫宆幵偼俥俥壔
偲偄偆棳傟偺拞偱丄崱搙偼偝傜偵戝偒偄1800們們媺俥俥忔梡幵偺奐敪
寁夋偑帩偪忋偑偭偨丅
崱傑偱棫偪忋偘偰偒偨俥俥晹昳傛傝偝傜偵暋嶨偱挻戝暔偺僆亅僩儅僠僢僋
僩儔儞僗傾僋僗儖働亅僗偑僟僀僇僗僩晹昳偲偟偰怴愝寁偝傟偨丅
僟僀僇僗僩儅僔儞偼帺幮偺嵟戝儅僔儞乮2000僩儞乯傪傕偭偰偟偰傕宆掲傔椡偑
懌傝側偄丅怴偨偵2500僩儞儅僔儞傪摫擖偡傞偙偲偵側偭偨丅
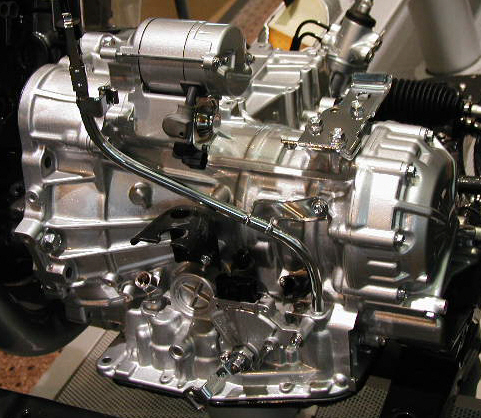
僩儔儞僗傾僋僗儖働亅僗偲僆亅僶亅僪儔僀僽働亅僗
乮塃抂乯
01.6.4嶣塭
儀僥儔儞媄弍幰偑挻懡朲傪嬌傔偰偄傞偙偺帪婜偵丄偝傜偵暋嶨丄挻戝暔偺僆亅
僩儅僠僢僋僩儔儞僗傾僋僗儖働亅僗僟僀僇僗僩嬥宆傪愝寁偟側偗傟偽側傜
側偄丅
乽偙偺戝巇帠傪壌払偑傗傞乿偲擖幮屻掱側偔偺庒偄媄弍幰払偑棫偪
忋偑偭偨丅乮偙偆彂偔偲偄偐偵傕俶俫俲偺乭僾儘僕僃僋僩倃乭偺擋偄偑偡傞偑丄丄丄丄
摉帪偲偟偰偼帠幚丄奆偑怴偟偄偙偲偵挧愴偡傞堄梸偵擱偊偰偄偨丅乯
偙偺廤抍偺傑偲傔栶偼戝妛懖嬈屻3擭栚偺媄弍幰偱丄斵傪拞怱偵儀僥儔儞媄弍幰
偑昤偄偨奣棯峔憐恾傪偝傜偵徻嵶峔憐恾偵偟丄媄弍攈尛夛幮偺庒偄俀柤偺
媄弍幰偲娭楢夛幮偐傜偺幚廗幮堳偑偦偺嵶晹愝寁傪偡傞偲偄偆恮梕偱僗僞亅僩
偟偨丅
4恖偼僪儔僼僞亅偵岦偐偄栙乆偲庤彂偒偺恾柺傪昤偒偩偟偨丅恾柺枃悢偼
俙侽偐傜俙4傑偱戝彫崌傢偣偰幚偵3俉侽枃偵傕側偭偨丅
愭峴偡傞俥俥晹昳偺岺掱惍旛忬嫷傪暦偒崬傒乽晄椙懳嶔丄僒僀僋儖僞僀儉抁弅
丄埨慡惈丄惗嶻惈丄抜懼偊惈摍乿偺娤揰偐傜堦偮堦偮媄弍揑壽戣傪僋儕儎偟偰
宆愝寁傪峴偭偰偄偭偨丅
埲壓偺1-6崁栚偼偦偺堦椺偱偁傞偑丄愱栧梡岅偑弌偰偔傞偺偱丄嫽枴偺偁傞
曽偺傒偍撉傒偔偩偝偄丅
- 壓僗儔僀僪忋偵巆傞悈梟惈棧宆嵻偺悈敳偒婡峔奐敪
- 擖傟巕僗儔僀僪柺傊偺僶儕嵎偟杊巭丄偐偠傝杊巭偺偨傔偺僋儕傾儔儞僗愝掕
- 宆崉惈寁嶼偲僔儕儞僟巟拰埵抲偺愝掕
- 挻戝宆嬥宆乮20僩儞乯捿傝嬶奐敪
- 曐慡惈傪峫椂偟偰拻敳偒僺儞扙拝梕堈壔峔憿嵦梡
- 宆壏僐儞僩儘亅儖梡僙儞僒亅偺奐敪摍偱偡丅
拞偱傕斵傜偑偙偺宆愝寁偺拞偱嵟傕嬯楯偟偨億僀儞僩偼儅僯儏傾儖傾僋僗儖
働亅僗偵偼側偄桘埑夞楬偺埑塳傟懳嶔偲丄捠徧戝朇偺抏偲屇偽傟偰偄傞僊儎
偟傘偆偳偆柺傪憿傞惎宆墯撌晹偺悺朄惛搙妋曐偩偭偨丅
埑塳傟傪杊偖偨傔惢昳偺岤擏晹偵偼拻偸偒僺儞傪揙掙揑偵愝抲偟嬒擏壔傪
寁傞偲摨帪偵丄僸亅僩僗億僢僩晹傪嶌傜側偄奜椻媦傃撪椻悈楬偺愝寁傪
岺晇偟偨丅
枖悺朄惛搙妋曐偺偨傔偵偍偍尦偺嬥宆傪應掕偡傞捠巭傔僎-僕傪
嶌傝嬥宆偺姰惉忬懺偲惗嶻搑拞偱偺宆杹栒娗棟偵巊梡偟偨丅
偙偆偟偰弌棃忋偑偭偨嬥宆偼崅偝3.9倣墶暆3.9倣丄廳偝20僩儞偱5偮偺僗儔僀僪
僔儕儞僟傪帩偮偦傟偙偦挻戝暔僟僀僇僗僩嬥宆偩偭偨丅
偙偺嫄戝側嬥宆偱偺戞1夞栚偺僩儔僀傪柍帠廔偊偨儊儞僶偼傎偭偲偡傞偺傕
懇偺娫丄岺掱惍旛偲偄偆杮摉偺愴偄偑偙傟偐傜巒傑傞偺傪妎屽偟偰偄偨丅
慜弎偟偨傛偆偵僆亅僩儅偺傾僋僗儖働亅僗偼儅僯儏傾儖傾僋僗儖働亅僗偵斾傋丄
桘埑夞楬傪帩偪丄崅埑偺僆僀儖傪埖偆偺偱僟僀僇僗僩惢昳偐傜偺僆僀儖塳傟偼
愨懳偵偁偭偰偼側傜側偄丅
愄偐傜僟僀僇僗僩拻憿朄偼傾儖儈梟搾傪嬥宆偺
拞傊崅懍丄崅埑偱懪偪崬傓偨傔敄擏寉検昳偼憿傝傗偡偔惗嶻惈偼椙偄偑丄抁強
偲偟偰梟搾傪懪偪崬傓帪嬻婥傪姫偒崬傓丄枖媫懍椻媝偱岤擏晹偵廂弅憙乮嬻摯乯
偑弌棃堈偄偙偲摍偑偁傝懴埑晹昳偵偼岦偄偰側偄偲偝傟偰偄偨丅
慜弎偟偨傛偆偵斵摍偼偙偺擄栤傪僋儕儎亅偡傋偔愝寁帪揰偱揙掙揑偵拻敳偒傪
幚巤偟丄僟僀僇僗僩慺嵽偺嬒擏壔傪恾偭偨丅
偟偐偟偙偺愝寁偱撪晹寚娮偺敪惗傪杊偓丄埑塳傟晄椙偼奆柍偵側傞偩傠偆偐丄
宱尡偑側偄丅
崱側傜僐儞僺儏亅僞僔儈儏儗亅僔儑儞偱慜傕偭偰梊應傕弌棃傞偑丄
摉帪偼彫暔僟僀僇僗僩昳偺僨亅僞傪嵟戝尷妶梡偟丄懳嶔傪宆愝寁偵惙傝崬傫偩
傜丄屻偼僩儔僀仌僄儔偱懳嶔傪愊傒廳偹偰偄偔偟偐側偄丅
尰応偱帺暘偑愝寁偟偨嬥宆傪巊偄丄愝寁幰帺傜偑拻崬傒丄愝旛媄弍幰丄
宆惢嶌幰偲堦懱偲側偭偰寢壥傪夝愅偡傞丄僨僗僇僢僔儑儞偡傞丄廋惓偡傞偲偄
偆惓偵粧n尰暔庡媊乿傪楢擔楢栭孞傝曉偟偨丅
偙偆偟偰棫忋偘栚昗擔掱偵岦偗偰抶乆偲偱偼偁傞偑拝幚偵偙偺擄暔偺傾僋僗儖
働亅僗傪憿傝忋偘偰偄偭偨丅
暔憿傝偺偨傔偵尰応偱帺傜庤傪墭偟丄廋梾応傪愽傝敳偗偨庒偄媄弍幰
払偑擇廫悢擭屻偺崱丄峀偔悽奅偵僟僀僇僗僩岺応傪寁夋偟丄偦偺棫偪忋偘偺
拞怱偲側偭偰妶桇偟偰偄傞丅
***僩僢僾傊栠傞*** ***師偺儁亅僕傊***
|